Если вашему предприятию нужен надежный подрядчик для роботизации сварки, важно оценивать не только состав оборудования, но и реальный результат внедрения. Ниже представлен кейс роботизации сварки теплообменников газовых котлов мощностью 12 и 16 кВт, реализованный в формате комплексного проекта: от проектирования оснастки и программирования робота до запуска на площадке заказчика и обучения персонала.
Задача проекта
В рамках проекта необходимо было решить сразу несколько задач:
- автоматизировать процесс сварки теплообменников;
- обеспечить стабильное качество швов на серийных изделиях;
- снизить количество простоев и ручных операций;
- компенсировать смещение стыков из-за термических деформаций;
- обеспечить безопасную работу персонала;
- подготовить сотрудников к эксплуатации роботизированного комплекса.
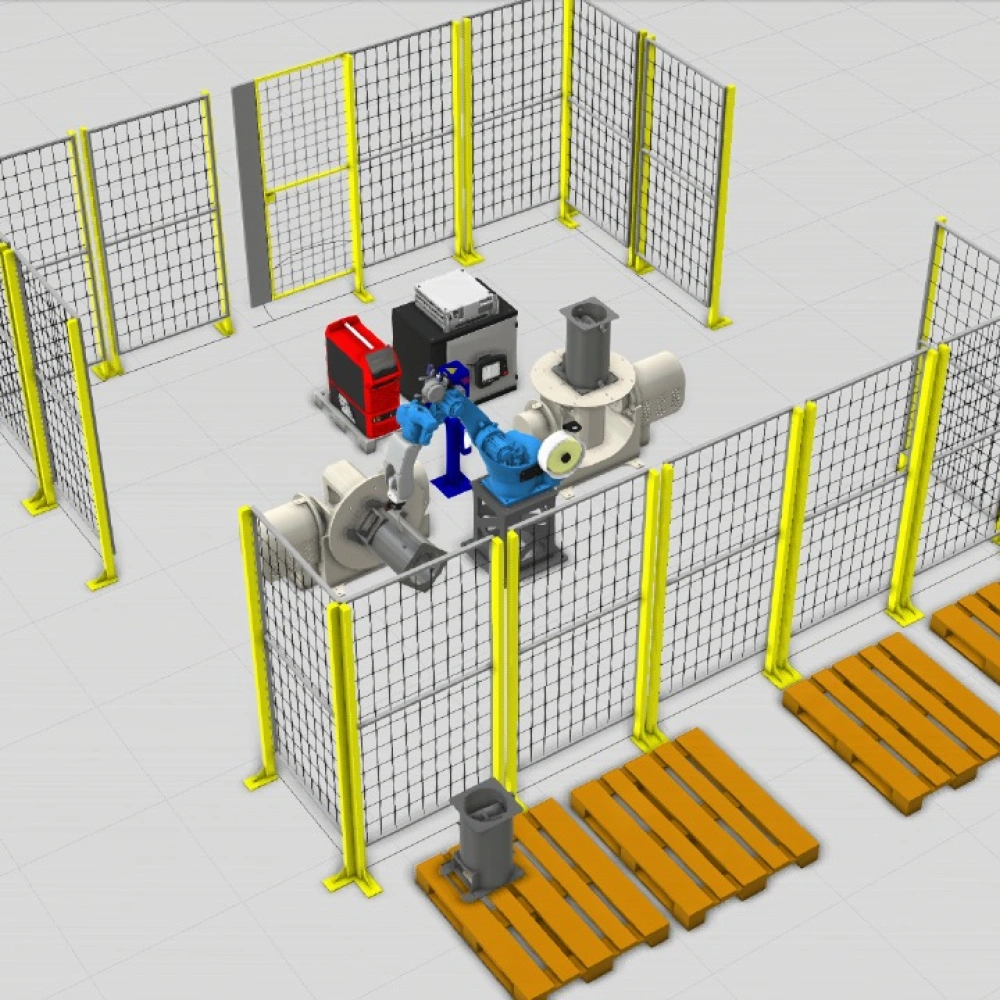
Состав роботизированного сварочного комплекса
Для реализации проекта был поставлен и внедрен роботизированный сварочный комплекс, рассчитанный на круглосуточную эксплуатацию с остановками на регламентное обслуживание.
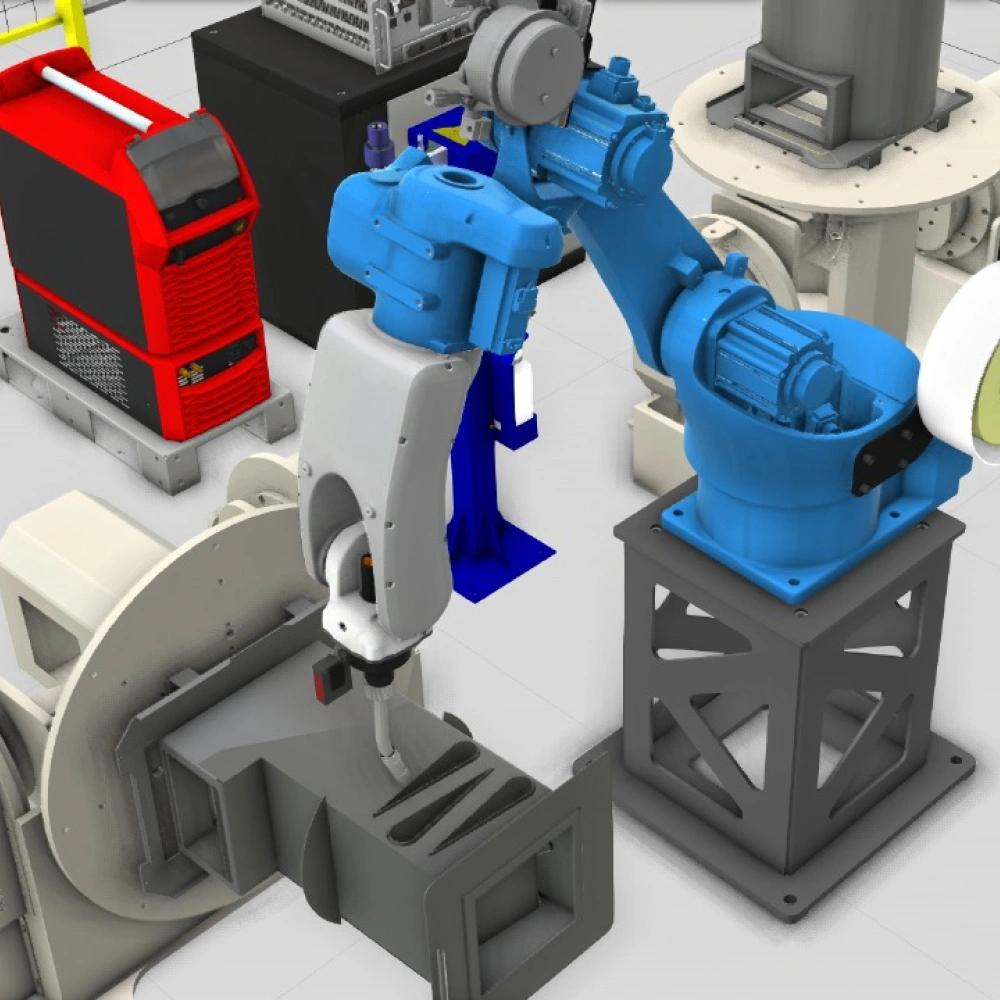
- Промышленный робот CRP-RH14-10-W с системой управления G4 и пультом управления.
- Сварочный аппарат MEGMEET ARSTEN PM500NR с водяным охлаждением.
- Сварочная горелка 500 А.
- Устройство автоматической подачи проволоки.
- Устройство защиты от столкновений.
- Два двухосевых Р-образных позиционера WB2S-500.
- Лазерный датчик оптического слежения SV-170-HS.
- Станция очистки горелки SC220ASE.
- Система безопасности с контроллером, световым барьером, ограждениями и калиткой.
- Специально разработанная оснастка для изделий КСГ-12 и КСГ-16.
- Четыре внешних пульта управления для запуска сварочных программ на разных этапах.
Ключевые особенности решения

|
Адаптивное слежение за стыком
Для компенсации смещения стыков, возникающего из‑за термических деформаций, в комплекс был интегрирован лазерный датчик SV-170-HS. Он позволяет роботу корректировать траекторию в реальном времени и сохранять точность сварки на всём протяжении шва. |

|
Автоматическая очистка горелки
Станция SC220ASE автоматически очищает сопло, что сокращает время простоев и помогает поддерживать стабильное качество сварки в серийном производстве. |
|
Безопасная работа на высокой скорости
Система безопасности позволяет эксплуатировать роботизированную ячейку на максимальной скорости без риска для персонала. Это особенно важно для предприятий, которые внедряют роботизацию сварки в условиях действующего производства. |
|
Гибкость под разные типы швов
Комплекс был адаптирован под разные виды соединений и длины швов, что обеспечило его применимость для реальных производственных задач, а не только для типовых демонстрационных операций. |
Технические характеристики комплекса
| Параметр | Значение |
|---|---|
| Технология сварки | MIG/MAG |
| Материал изделий | Углеродистая сталь |
| Диапазон свариваемых толщин | от 2 до 3 мм |
| Типы швов | Кольцевые, нахлесточные, тавровые |
| Максимальный катет шва | до 3 мм |
| Питающая сеть | 380 ± 10 % В, 50 ± 0,1 Гц |
| Потребляемая мощность | 32,5 кВт/час |
| Время непрерывной работы | Круглосуточно, с остановками на обслуживание |
| Температура эксплуатации | 0 ÷ +45 °C |
| Габаритные размеры (Д × Ш × В) | 6600 × 4200 × 3000 мм |
| Количество рабочих зон | 2 |
| Гарантийный срок | 24 месяца |
Как проходило внедрение
Проект был реализован поэтапно, что позволило снизить риски и подготовить решение под конкретные изделия заказчика.
- Разработка оснастки для установки изделий на позиционеры.
- Программирование робота для поиска стыков и выполнения сварки.
- Синхронизация работы робота, позиционеров и сварочного источника.
- Испытания комплекса на площадке поставщика на тестовых изделиях.
- Поставка, монтаж и сборка оборудования на площадке заказчика.
- Пусконаладочные работы и технологическая отработка на серийных изделиях.
- Обучение персонала программированию, эксплуатации и ежедневному обслуживанию.
Результаты проекта
После внедрения роботизированного комплекса заказчик получил предсказуемую производительность и стабильное качество сварки для двух типов изделий.
Производительность
- КСГ-12: 37,76 мин на изделие, или 12,7 шт. за 8-часовую смену. При оптимизации — до 15–16 шт. за смену.
- КСГ-16: 48,03 мин на изделие, или 10 шт. за 8-часовую смену. При оптимизации — до 12–13 шт. за смену.

|

|

|

|
Ожидаемый производственный эффект
- прирост производительности — от 15 % до 60 %;
- снижение доли брака — от 30 % до 90 %;
- сокращение трудозатрат оператора — от 30 % до 85 %;
- срок окупаемости проекта — от 8 до 36 месяцев в зависимости от загрузки линии и текущей экономики производства.
Какие задачи удалось решить
- Обеспечить стабильное качество сварных швов независимо от человеческого фактора.
- Снизить количество доработок и переделок.
- Повысить производительность участка без пропорционального увеличения численности персонала.
- Сократить простои за счет автоматической очистки горелки и быстрой смены рабочих позиций.
- Подготовить участок к серийному и непрерывному режиму работы.
- Повысить уровень безопасности на сварочном производстве.
Почему этот кейс важен для предприятий, которые ищут подрядчика по роботизации сварки
Этот проект показывает, что успешная роботизация сварки — это не просто поставка робота. Реальный результат достигается за счет комплексного подхода: правильного подбора оборудования, разработки оснастки, настройки технологии, интеграции систем слежения и безопасности, а также обучения персонала.
Для заказчика это означает снижение рисков внедрения и получение готового решения, которое работает в условиях реального производства.
Для каких производств подходит такой подход
- для серийного и повторяемого производства;
- для предприятий, где требуется стабильное качество сварки;
- для участков с высокой долей ручных операций;
- для компаний, которые хотят сократить брак и трудозатраты;
- для производств, где важно увеличить выпуск без расширения штата.
Итог
Кейс роботизации сварки теплообменников газовых котлов 12 и 16 кВт подтверждает, что грамотно внедренный роботизированный сварочный комплекс помогает одновременно решать несколько ключевых задач бизнеса: повышать производительность, стабилизировать качество, снижать издержки и готовить производство к дальнейшему росту.
Если вы ищете подрядчика для роботизации сварки, важно выбирать компанию, которая берет на себя полный цикл работ — от анализа задачи и проектирования оснастки до ввода в эксплуатацию и обучения персонала. Именно такой подход обеспечивает прогнозируемый результат и экономический эффект.
Оставить заявку
Если вы планируете роботизацию сварки на своем предприятии, оставьте заявку. Мы поможем оценить потенциал автоматизации, подобрать конфигурацию комплекса и предложим решение под ваши изделия, объемы производства и требования к качеству.
